
赣州市钨业协会2024年4月份钨市场预测价:黑钨矿(55度)12.75万元/标吨、APT19万元/吨、中颗粒钨粉290元/公斤。 ......
发布日期:2024-04-15 more
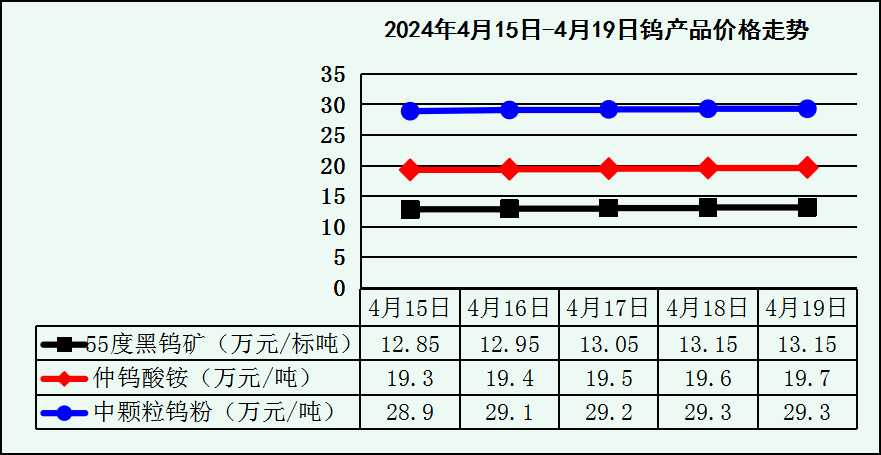
2024年4月15日—4月19日(一周均价):55......
2022年--2023年1-10月钨产品价格走势图...
地址:江西省赣州市章贡区章江北大道国际时代广场16栋4-5号
联系电话:07978381218 07978381662 传真:07978381662
邮箱:gztia@126.com 技术支持:朝扬网络 赣ICP备18010432号









